

- ZP
- Čína Foshan
- 60 dní
- 10 sad/měsíce
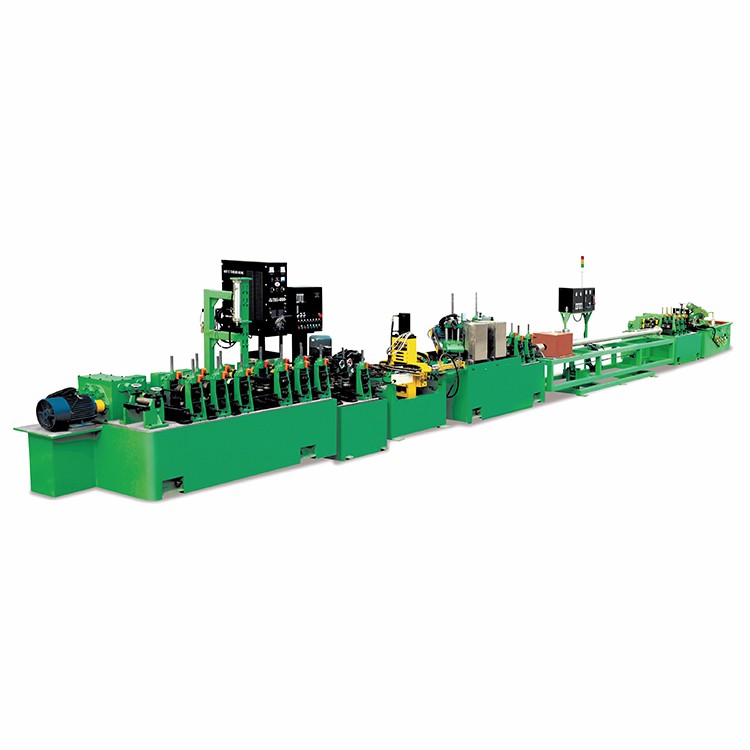
Průmyslová trubková trať, průmyslový stroj na výrobu trubek, vyrábí průmyslové trubky z nerezové oceli široce používané ve strojírenství, stavebnictví, lékařství, chlazení, zařízeních pro manipulaci s potravinami a nápoji, topných tělesech a jaderném průmyslu atd. Tyto potrubní tvarovky obvykle musí uvnitř trubky nést určitý tlak, takže trubka musí eliminovat vnitřní pnutí a odstranit svar, aby se zabránilo prasklinám uvnitř trubky. Potrubní tvarovky, které musí odolávat tlaku, používají žíhací zařízení a zařízení pro detekci vířivých proudů. Vzhledem k vysokým požadavkům na ocelové trubky v průmyslové oblasti vyžadují vyrobené ocelové trubky také vysokou kvalitu. Žíhací stroj může odstranit pnutí z ocelových trubek a zajistit, aby výroba ocelových trubek nepraskala. Úlohou detekce vířivých proudů je detekovat, zda jsou v materiálu trhliny, zda je svar nestabilní atd.
Stroj na výrobu průmyslových výfukových trubek


PROCESY VÝROBY
Jednostranný nebo oboustranný odvíječ - zarovnání sekcí - svařování - vnitřní svarová housenka za provozu - odstranění sekce - vnější svarová housenka - broušení sekcí - první dimenzování sekcí - žíhání sekcí - konečné dimenzování sekcí a rovnání sekcí - nedestruktivní testování - značení - odřezky na pevnou délku - odřezky - nakládání hotového výrobku.
TECHNICKÉ PARAMETRY
| Model |
Horizontální Velikost hřídele |
Vertikální Hřídel Velikost |
Ven Průměr Rozsah |
Tloušťka |
Řídit Motor |
Dimenze |
| ZP-I40 | 40mm | 25mm | 8–51 mm | 0,5–2,0 mm |
Přední: 7,5 kW Zadní: 7,5 kW |
29 m * 1,5 m |
| ZP-I50 | 50mm | 30mm | 25–63 mm | 0,5–3,0 mm |
Přední: 7,5 kW Zadní: 7,5 kW |
31 m * 1,5 m |
| ZP-I60 | 60mm | 40mm | 89–168 mm | 0,6–3,5 mm |
Přední: 7,5 kW Zadní: 7,5 kW |
34 m * 1,8 m |
| ZP-I80 | 80mm | 50mm | 89–168 mm | 1,0–4,5 mm |
Přední: 7,5 kW Zadní: 7,5 kW |
40 m * 2,5 m |
| ZP-I100 | 100mm | 60mm | 114–219 mm | 1,0–5,0 mm |
Přední: 7,5 kW Zadní: 7,5 kW |
44 m * 3,0 m |
|
NABÍZÍME PROFESIONÁLNÍ ŘEŠENÍ PRO SVAŘOVANÉ TRUBKY |
||||||

PROCESY VÝROBY
Jednostranný nebo oboustranný odvíječ, vyrovnávání profilů, tváření profilů, svařování profilů
-linie uvnitř svarové housenky odstranit sekci - vnější svarová housenka brousit sekci nejprve
kalibrace, žíhání v síti, finální kalibrace, rovnání a nedestruktivní testování, výroba řezů, pevná délka, odřezávání konců
fáze nahrání produktu.